By treex3 on
Feb. 03, 2012
Purchase Anatol Trident 6/8 year 2000 at auction and am in the process of getting it up and running. The problem that I am having is the Optical Laser safety sensors (the ones on each side of the load and unload pallets) were missing when I bought it. I need to purchase new sensors but I have no reference of how the wiring for the sensors are routed. Does anyone have this same press and willing to send me a pic of the sensor wiring?
Unfortunately when I contacted Anatol they seem to know very little about this press and cannot find a wiring diagram for this press.
Anatol Trident 6/8 year 2000 or so.
—
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
The semi-local shop that has one of these has them tied up and out of the way because they end up getting tripped when loading and unloading shirts.
"you don't need a hook for the worms to dance."
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
I would do the same but the control panel gives a safety sensor error and press wont index without them unless anyone knows of a way to bypass the error?
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
I would start by tracing the wires from one of the safety bars. It’s basically a loop connection that breaks when one is actuated. The lasers are part of that loop... There are a few of these presses in Atlanta. If you give me a call or email I may be able to hook you up with one of the owners...:D
Brannon Mullins
Spot Color Supply
770-329-8243
51 Aiken St
Cartersville, GA 30120
spotcolorsupply.com
sales@spotcolorsupply.com
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Brannon, the path of the wires seem to have gone the route to the power suppy judging by the cut zip ties. I will post up another pic soon.
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Here is a pic of the wiring of the press anyone have anything similar?
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
If I’m not mistaken the safety bars hook in on the distribution block on the far right side of the pic...
Brannon Mullins
Spot Color Supply
770-329-8243
51 Aiken St
Cartersville, GA 30120
spotcolorsupply.com
sales@spotcolorsupply.com
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
I believe that you are right brannon, but the question is where on the distribution block. if I could only see a pic of a press showing the wiring route of the sensors....
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Give me a call on monday... I am working on one next week, and may be able to help!!
Brannon Mullins
Spot Color Supply
770-329-8243
51 Aiken St
Cartersville, GA 30120
spotcolorsupply.com
sales@spotcolorsupply.com
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Alright thanks I'll give you a call Monday your help is much appreciated.
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
I can snap pic of my trident tomorrow and post it here. Mine are pointed in toward one reflector so they don't trip erratically.
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
musterdbom, thanks a pic of the way your optical sensors wiring route would be awesome! If it yours is similar to our press thanks!
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
See pic below. The two cables coming in are from the sensors.
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Musterdbom,
Thank you for taking the time to post a pic of your presses wiring.
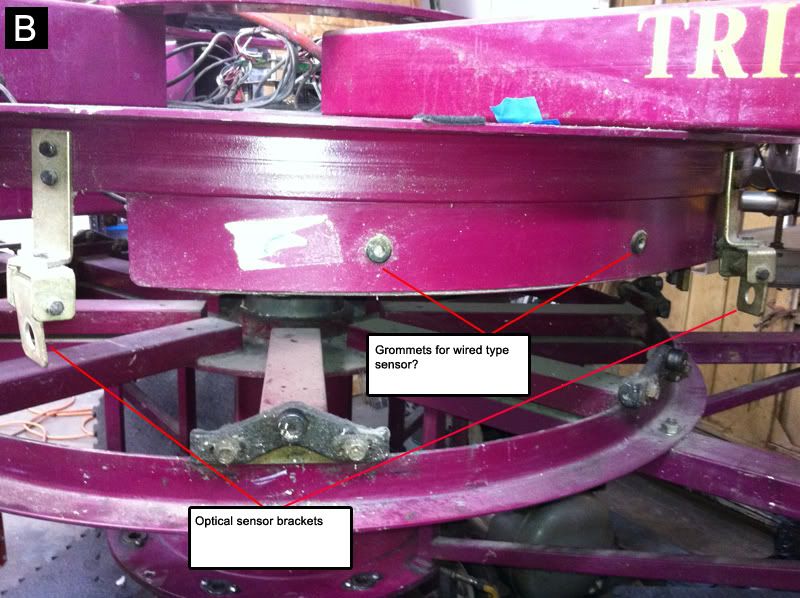
Attached is a better pic of our presses wiring. Looks to me like you may have solved our problem. Looks like the sensor wires go were the arrow is. Is your press up and running, don't see a power supply like mine? Mounted elsewhere?
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Sensors have arrived but I am not sure about the wiring. The colors of the wires are Pink, Black, Blue and Brown. All the same colors as @musterdoms except for the pink which is the issue. Anyone have any input on wiring this NPN retroreflective sensor to the contacts. sensor is a Omron E3F2 R4C4. pics are attached thanks.

Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Yeah mine is running. All my power supplies are down under the servo motor in a case. Guess they put them in different places over the years. Mine's a 2004 10/12 with AC heads. There's probably a way to bypass the safety beams by looping one of the contacts. I'm sure the optical gate breaks continuity when it trips.
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Thanks again for the pic its helped alot, pretty sure we need 2 4 wire optical sensors with blue black white brown wires. Hopefully after we Replace all six worn out stroke cylinders and get sensors installed we will be up and running......
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
If you are buying new sensors make sure to look as to whether they need to be PNP -or- NPN
Perhaps musterebom could tell you what his are?
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Yeah, I was going to say it doesn't do a whole lot of good unless he knows what they do when they switch. Could be as easy as looping a piece of wire in there to bypass the sensors. I'll have to get up on top of the press and have someone index it and trip the sensor while I probe it with a multimeter in order to be sure. I'm in FL on vacation now though so it'll have to wait but I'll do it!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Here is a link to a good article about "sinking" and "sourcing"
http://www.fluidairecompany.com/docs/pdfs/Q8answer.pdf
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
That machine guy, looks like I have got some more research to do before buying sensors thanks for bring this to my attention. Anyone that has this press know if it is PNP or NPN type sensors?
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
They should be NPN... I replaced some on a similar Trident recently :D
Brannon Mullins
Spot Color Supply
770-329-8243
51 Aiken St
Cartersville, GA 30120
spotcolorsupply.com
sales@spotcolorsupply.com
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
spotcolor supply, thanks for the info much appreciated.
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Musterbom, thanks for your help enjoy your vacation
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
If you want to bypass the sensors to test the machine or bypass them altogether because they're notoriously faulty, you can connect the top RED sensor wire to the black ground in the right side of the power distribution block. This will put voltage to zero and allow the press to index.
Like this:

Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
This is the wiring on the other side of where the sensors plug in on the connector block. This wiring should be in place on your machine, correct? You'd only missing the sensors and wiring to the other side of the block.
What's in the first pic below is the way it was wired from the factory with the red wire on the top of the block in that position. Check to see if yours looks just like this before proceeding to the second pic.
This is where I unplugged the red wire from the block and connected it in with the black wire in the bottom right of the block to ground it. This is the wire going to the main board telling the machine that everything is ok, no sensors tripped, even if there are no sensors plugged in the other side.

Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Also, the sensors on mine can be wired either way, PNP or NPN. It's a pretty dumb circuit and prone to failure from the beginning as one sensor in an untripped state serves as the ground to turn the second sensor on. So if one sensor is buggy or flaking out you can be sure it will mess up the secondary sensor and kill the indexer. I assumed they did this so they'd only have to have one input for the optical sensors on the main board rather than two. Whatever the reason it is bypassed now!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Musterbom,
Thanks for the info on the sensor wiring I haven't bought the sensors for my press yet but when they arrive this post will be a lot of help. In process of ordering replacing all stroke cylinders now... Once that done I will be moving on to sensors press is starting to get expensive all the little problem are adding up lol...
Thanks again
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
No problem. I guess what I'm saying is you really don't need to use the sensors at all. A lot of Anatol owners bypass them altogether. At the very least you can bypass them to get the machine running and then decide later if you want to purchase new ones and wire them in.
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Yeah, the local guys with an Anatol here basically hung them up against the machine pointing at each other. They found that just leaning in to load a shirt was causing them to trip all the time.
"you don't need a hook for the worms to dance."
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Ok, That will be very annoying if they keep tripping while we are loading shirts. Musterbom is there way to bypass them by using a jumper wire? I'm a little confused by your pics, looks as if you have existing sensor wires to work with I don't have anything. I would hate to spend the money on them and not even use them. So I guess what I asking is there a way to bypass the sensors when you don't have any sensors to work with?
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
I think that is what he was showing you... but I'm not familiar with it exactly so I'll back up and let him explain it better.
"you don't need a hook for the worms to dance."
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
I hate to see anyone bypass a safety devise. If you feel you must bypass the OEM switch that may be tripped by a shirt being loaded maybe use a pull switch with a safety wire. You could probably get away with one switch and a cable. This way you would have some degree of protection between you the pallet and serious injury or death. But this is still not the way the mfg intended to run the machine and in no way am I suggesting running the machine any different.
Here's a quick link to what I'm talking about.
http://www.mcmaster.com/#cable-pull-switches/=ga1b3g
Owner/Operator of Middletownink
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
I agree and should have put a disclaimer at the very least of "do at your own risk". The optical sensors on my press came to me with one reflector placed centrally with both sensors pointing at it, basically bypassed unless you reach your arm under the main control panel toward the center of the machine.
I guess I could have remounted reflectors out toward the end of station one and ten and re-aim the sensors. I have heard though of the problematic nature of the sensors so I opted not to. I'm overly cautious around the press and don't enter between the arms with the clevis engaged.
A bump bar that trips a limit switch would also be an easy solution.
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
I understand the risk and am looking to gain a understanding of how the sensor wiring works. I would like to install the safety bar type in the optical sensors place. Thanks Musterbom
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
pink = white. Confirm that the wiring on your other side of the connector block looks like my pic, hook them up and see!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
So, I have the sensors installed and they seem to be working fine. The press will now index, table up/down and test print fine. The problem I am having now is when machine is in auto mode the table wont raise/lower and index. The led light on control panel for table up down turns on and off on its own after each print head cycle but table doesn't raise and is not indexing. Anyone have any ideas? I have the Anatol operator manual for the press but it is not very detailed. What does F1, F2, F3 ect. do?
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Try this guy. He and his boss have been servicing Anatols longer than most of the people that work for Anatol and they know a ton about those machines.
Service Manager- Manny Varela
Email: manny@theots.com
Phone: (909) 772-7644
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Yep, what Alan said. It's time for the big guns. Sounds like more than a loose wire to fix that problem. There are a ton of unused buttons on the display that as far as I know have no use and to be honest aren't very intuitively configured. That's my main gripe with the "drill-down" menu system, if you have ALL these function and extra buttons on the control panel, why do I have to drill down to sub menus every time I want to do something?
It's like have a menu bar at the top of a website with 30 options across it, but the only way to navigate is with two of those items via a drop down pop out menu lol.
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Ok, thanks for the advice will be contacting the ots soon about this problem.
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
You mean like this:
http://www.anatol.com/
LOL
"you don't need a hook for the worms to dance."
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Ouch lol, I wasn't even thinking about their site when I typed that, but if the shoe fits. I love my press though and Anatol in general, but dang there are a ton of unused buttons on the main control panel that could have been shortcuts to functions.
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Ok alot of unused button for sure! Confusing when your trying to troublshoot a problem and your not familiar with the press controls. Which button is real which one is just there for looks lol.... I wasnt sure if the index problem was being caused by some hidden dwell setting but unfortunatly for me I think the problem seem to be more complicated.....
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
There is two buttons on my main control panel that don't have a function but they were there for future additions so when they were ready to add to the machines, a simple software upgrade could be done and the older machines could get those new functions without having to get a whole new membrane panel put in. That may have been Annie's reasoning behind those extra buttons or not, but that was RPM's reasoning for having them.
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Makes sense. Our press was made in 2000 and has software version 1.12 maybe there is a upgrade will have to look into it.
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Thought Id give a update to this problem we figured out the index problem by doing a hard reset. By pressing "SET-CLEAR-RESET" it reset the program and machine works great! Thanks to Manny and Randy at the OTS for providing the solution. Hopefully this fix will help someone else too.
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
If I owned an Anatol the guys at OTS would be my service provider, no doubt. They are the best when it comes to Anatol machines.
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
OTS saved us, Agreed!
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
So wait, by just hitting those three buttons the machine restarted and realized there were optical sensors hooked up and operating properly?
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
musterdbom Yes, SET-CLEAR-RESET solved it, It reset the program back to normal. Out of the blue, This morning the memory battery died in the control panel and when I turned the machine on this morning it had the same problem of not indexing again. I replaced Battery Hit set-clear-reset all is normal for now....hopefully memory battery wont keep dying unless I may have another set of problems...
Thank You!
Re: Anatol Trident 6/8 year 2000 optical safety sensor missing
Cool, glad it fixed it! Wish I had a book of all those service functions...in the event of.
Pages